







 [金牌第1年] 指数:1
[金牌第1年] 指数:1

保温施工工艺标准
3.1.1 防腐蚀(油漆)施工
作业准备 → 金属表面解决 防腐蚀底漆涂刷 防腐蚀面漆涂刷 外观检查
3.1.2 绝热施工
作业准备 金属表面解决 防腐蚀底漆涂刷 绝热层施工 外保护层施工
外观检查
注:不锈钢及有色金属表面普通不需金属表面解决和涂刷防腐底漆。
3.2防腐蚀(油漆)涂层及绝热施工
3.2.1金属表面解决
3.2.1.1人工除锈或砂轮机除锈:达St2级或St3级原则。基本上除去金属表面松疏的氧化皮、锈皮、油脂、浮锈等一切杂物,允许有附紧的氧化皮。
3.2.1.2 喷砂除锈不低于Sa2.5级原则。完全除去金属表面油脂、氧化皮、锈蚀产物等一切杂物,可见的阴影条纹、斑痕等残留物不得超出单位面积的 5%,露出金属本色,金属表面应呈均匀的粗糙面。喷砂所用的磨料,必须是干燥、坚硬而带有锐角的、没有油污污染的,其粒径普通控制在1-3mm内。喷砂用的压缩空气必须是通过净化的、干燥的、不含水份、油份的空气,普通空气压力不低于0.6Mpa,喷距80-200mm,喷射角30-75°
3.2.1.3喷射后的金属表面不得受潮。当金属表温度低于露点以上3℃时,喷射作业应停止。
3.2.1.4金属表面解决合格后,应将表面的敷锈、粉尘等用擦布或压缩空气解决干净,涂上防腐底漆。
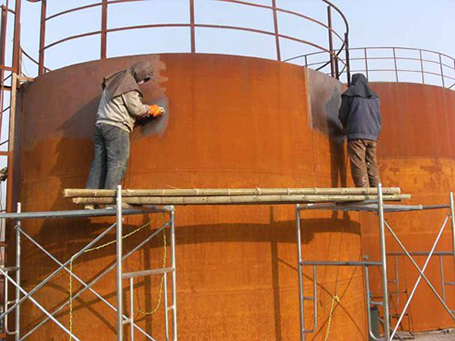
3.2.2防腐蚀油漆涂刷
3.2.2.1底漆涂刷遍数应按设计阐明规定进行。涂刷时,用力应均匀,先上后下,先里后外,并无漏涂刷、气泡、流坠等现象。每道油漆的涂刷需在上一道漆膜实干或完全固化后方可进行。不得一次持续涂刷多道油漆。
3.2.2.2面漆涂刷与底漆涂刷施工办法基本相似。
3每道防腐蚀涂层施工完毕后,应对涂层进行检查。
.4涂刷后的设备、管道及构造件,不得任意开孔、修割,而破坏涂覆涂覆后的涂层应保持其外表的整洁,严禁在其表面踏踩或堆放杂物。
3.2.3绝热层的施工
3.2.3.1隔热构造各层之间应粘贴紧密、平整、压缝、圆弧均匀,并无环形开裂,且伸缩缝留置要对的。
3.2.3.2每块(节)制品镀锌铁丝(钢带)捆扎应不少于二道,严禁采用持续缠绕法施工。
3.2.3.3采用成型制品进行绝热时,接缝应错开,嵌缝要饱满。
3.2.3.4保温层厚度不不大于100mm,保冷层厚度不不大于80mm时,应分为两层或多层逐级施工,各层的厚度宜靠近。分层施工时,内、外层的接缝必须错开,同时还必须压缝。首先进行内层施工,然后再进行外层施工,严禁内、外两层同时施工。
3.2.3.5为了避免绝热层下坠,直立管道或设备每隔5米设立一种加强环,加强环可采用角钢或扁钢,支承加强环的宽度,应不大于绝热层厚度10mm,但最小不得不大于20mm。
3.2.3.6外伴热管道进行保温时,选择的保温制品要符合外围直径的规定。即先将伴管与主管用14号或16号镀锌铁丝捆绑在一起,再将伴热管与主管道包在一种保温构造内。施工时,不得将伴热管道与主管道之间的加热空间用保温材料或灰浆填塞,除非设计上有别的规定。
3.2.3.7设备、管道采用盘管保温者,盘管间距为100-150mm,采用保温制品规格也应加上盘管的直径。
3.2.3.8管道隔热构造不应妨碍管道在滑动管托、管箍左右或上下热胀冷缩,阀门、法兰盘及其它可拆卸部位的两侧,在做隔热层时应留出空隙,隔热层断面应封闭严密。
3.2.3.9保冷设备或管道的附件,必须进行保冷,其保冷层长度不得不大于保冷层厚度的四倍或敷设至垫木处。
3.2.3.10保温过程中必须将仪表孔、设备铭牌等留出。
3.2.3.11绝热层施工好坏,对下道工序保护层的施工质量有很大的影响。因此我们对绝热层的施工质量规定特别严格,须按规程规范进行施工
3.2.3.12 保冷的防潮层涂抹沥青玛蹄脂时,涂抹的厚度应均匀。
3.2.4保护层施工
3.2.4.1金属保护壳的接缝方式我们重要采用是咬边轧接和插入搭接两种。管道保护壳的径向接缝普通采用插入搭接一环向搭缝。金属护壳的一端压边后为圆线(凸筋),另一端为直边。直边应插入另一护壳的圆线内30-50mm。大直径高温管道和设备以及露天的管道普通要插入75-100mm。垂直管道的护壳搭接尺寸应考虑管道的向下膨胀。在搭接处用自攻螺丝或抽芯铆钉固定,间距不超出 200mm。
3.2.4.2垂直管道和设备的金属护壳应由下而上施工,使环向搭缝向下,可避免雨水浸入保温层。水平管道的轴向接缝应做成顺水,并布置在管道轴线下斜30°-45°处。
3.2.4.3管道弯头部位金属护壳应按虾腰放大样,并加上搭接尺寸50-100mm。高温管道弯头的搭接尺寸应增大至150-250mm,注意不需加自攻螺丝,使弯头护壳组件能够自由调节热膨胀。
3.2.4.4圆形箱罐的封头金属护壳要做成整洁的辐射状菊花瓣形,并按顺水方向板边咬口或用自攻螺丝固定。
3.2.4.5卧式设备及立式设备做防护层(涉及隔热层),为了避免下坠而更加好地固定,卧式设备下部以及封头部位还应进行焊接保温金属托盘。立式设备每隔5米左右设立一道保温金属托盘。
3.2.4.6保冷设备或管道的金属护壳用自攻螺丝固定时,不得刺破防潮层。因此对若有严格防潮隔汽规定的金属护壳,可在搭接部位涂刷专用的粘接密封胶;或将环向接缝及与之相交的轴向接缝一段施行焊接。
3.2.4.7阀门、法兰盘及其它可拆卸部件的两侧做金属护壳时,以不影响操作及检修时折卸为宜。
3.2.4.8保护层采用玻璃丝布缠裹时,应紧贴绝热层表面,不应折皱和开裂,搭接长度不应少于50mm。玻璃丝布的宽度随管径的大小而选定。
4.质量原则
4.1主控项目
4.1.1防腐油漆、绝热材料及保护层材料应符合设计规定和有关原则的规定,应检查质量证明书及成形制品的外形尺寸。
4.1.2喷、涂底漆前,表面的灰尘、铁锈、焊渣、油污等必须去除干净。
4.1.3涂料的品种及涂层遍数、标记必须符合设计规定或施工规范规定。
4.1.4绝热材料的材质、规格及防火性能必须符合设计和防火规定。
4.1.5隔热层施工时,阀门、法兰及其它可拆卸部件的两侧必须留出空隙,再以相似的隔热材料弥补整洁。
4.1.6保温层的端部和收头处必须作封闭解决。






 贵公网安备 52011502000788号
贵公网安备 52011502000788号